
解决方案
热门资讯



废水水质水量
该项目清洗废水1.5吨/小时,废水主要污染因子是生产锂电池正、负极的原材料,包括镍钴锰/磷酸铁锂、导电剂、PVDF、石墨、CMC、SBR、CNT、NMP等,所产生的废水主要特点是:COD高、浊度高,且含部分氮、磷。此类废水主要处理方法包括:气浮法、絮凝法、生物处理法、膜分离法、电化学法、吸附法等。
本系统针对该企业排放的废水水质与水量。根据废水的成分和特点,主要采用物化法,主要考虑悬浮物类及其他颗粒、微粒成分的去除,先把正极废水与负极废水混合,然后采用投加酸解的方式中和废水后采用投加絮凝剂的方法使颗粒物及悬浮物形成絮体,结合所形成的絮体质轻的特点,采用纳米气浮机实现初步泥水分离,然后上层浮渣直接进行压滤进行压榨,滤清液回到原水收集槽,泥饼委外。
气浮机出水再再采用AO+MBR生化的工艺路线。从经济性和处理工艺稳定的角度出发废水经过气浮机进行预处理,90%以上的悬浮物已经去除,废水中COD、SS已去除绝大部分,气浮出水便于后续生化处理。考虑废水污染因子除了构成COD的有机物外还有TN、TP,生化处理工艺采用组合AO+MBR工艺,第一级A为水解酸化+生物接触氧化,为强化生化处理效果池内均布设填料,形成泥、膜法共生生化处理体系,同时采用MBR膜工艺进行处理进一步稳定水质,确保排水100%达标,此工艺路线不会产生盐分的累积,同时确保COD、氨氮、总磷的稳定达标。
表3-1锂电池废水水质
单位:mg/L(PH值除外)
样品名称 | 监测项目及化验结果 | |||||
pH值 | SS | COD | 总氮 | 总磷 | 氨氮 | |
正极 | 7.34 | 129 | 7000 | 134 | 5.93 | 5.41 |
负极 | 9.35 | 411 | 5000 | 132 | 2.87 | 2.54 |
3.2、处理效果(排放标准)
项目废水经过处理设施处理后,出水水质浓度达到生活杂用水水质标准》城市绿化用水要求。标准见表3-2。
表3-2 排放水质要求
(单位:mg/L,pH除外)
污染物执行者 | pH | SS | COD | 总氮 | 总磷 | 氨氮 |
项目污水排放口执行标准限值 | 6~9 | 50 | 70 | 15 | 0.5 | 10 |
四、工艺流程及简述
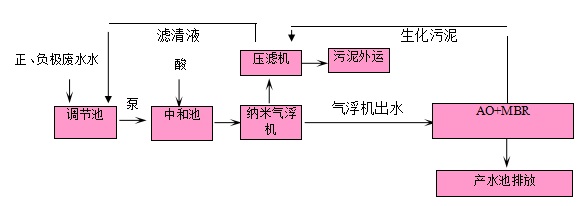
正负极废水混合调节后,通过加药中和后经过絮凝、气浮、压滤处理后出水进入到到中间池,中间池用泵输送至一体化设备进行生化处理。
系统主要由泵、混凝絮凝池、水解酸化池A、好氧槽、MBR膜池、MBR产水池、气浮机、压滤机设备组成。在水解槽(厌氧池)中,发酵细菌将污水中复杂有机物(包括多糖、脂肪、蛋白质等)水解为有机酸、醇类。在酸化阶段产氢、产乙酸细菌将发酵产物有机酸和醇类代谢为乙酸和氢,使大分子物质降解为小分子物质,使难生化的固体物降解为易生化的可溶性物质,提高了废水的可生化性。
经水解酸化处理的废水进入好氧槽,向废水中输送空气进行曝气。水中碳水化合物为好氧微生物提供了丰富的营养,加快了好氧微生物的新陈代谢,在其作用下水中有机物得以有效降解。
好氧池出水流入MBR膜池,经MBR泵抽吸产水至MBR产水池。MBR产水经过纳滤膜设备后可达到排放标准。
本工艺特点:可做成一体化集成设备,多种工艺路线综合处理、MBR膜系统100%保障出水水质。考虑污泥带出盐分、以及纳滤膜系统可带出一价盐,一体化设备的浓水不会对系统的盐平衡造成严重失衡,最终可实现盐的平衡。












 网站首页
网站首页 产品中心
产品中心 新闻资讯
新闻资讯 一键拨打
一键拨打